
Как при конструировании, так и при эксплуатации не следует забывать о том, что при чрезмерном удельном давлении смазка выдавливается из подшипника и не попадает на трущиеся поверхности. В этом случае возникает так называемое «сухое» трение, что приводит к перегреву мотылевой шейки вала, задирам поверхностей и наволакиванию материала подшипника на шейку вала.
Еще более опасным является перегрев нижней головки шатуна, изготовленного из дюраля, так как при t=400—450° этот материал теряет прочность, становится рыхлым и разрушается. Нередко при таком перегреве бывает поломка и мотылевой шейки.
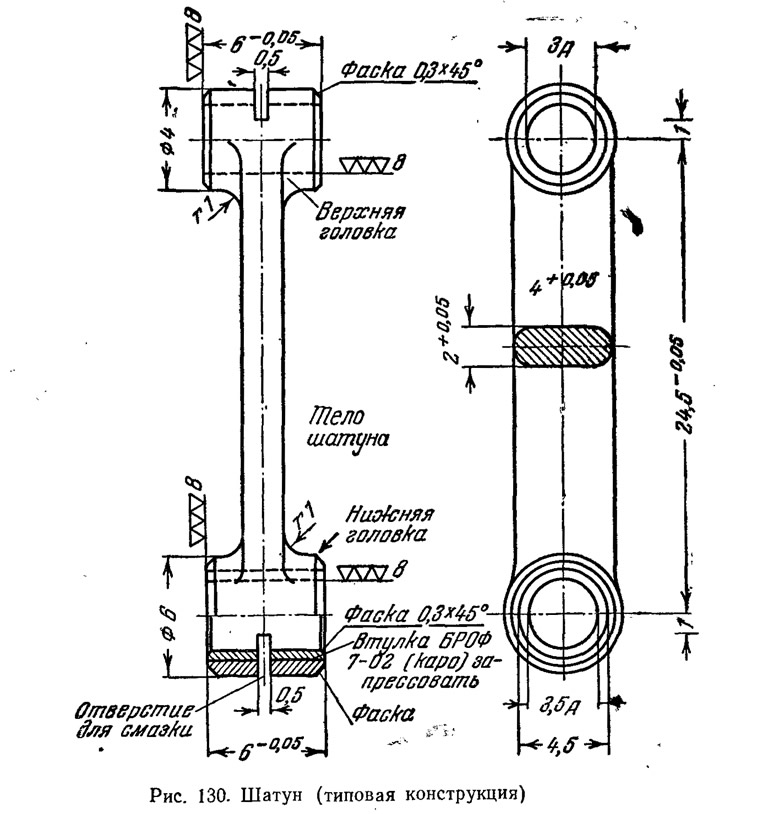
Во избежание перегрева мотылевой шейки надо следить за тем, чтобы горючая смесь содержала нужное количество масла, смазочные отверстия были бы достаточных размеров, а посадка подшипника нижней головки шатуна на шейке кривошипа не была бы плотной и давала доступ маслу. Рекомендуется применять широкоходовую посадку по второму классу точности.
Шатун находится в сложном возвратно-поступательном и колебательном движениях. Чтобы потери на преодоление инерционных сил были меньшие, надо стремиться уменьшить вес шатуна.
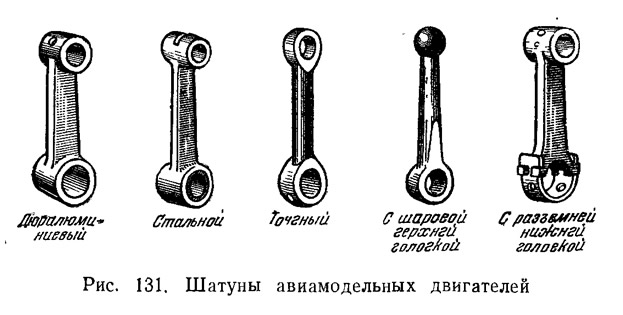
Формы сечения и габариты шатуна влияют на величину аэродинамических потерь. Для их уменьшения желательно применять более удобообтекаемые формы сечений, отполировать поверхность и закруглять части втулок. Для гоночных двигателей рекомендуется применять сечение шатунов типов «В» и «Д» (рис. 131).
Если бы мы имели достоверные сведения о величине коэффициента трения и фактических усилий, можно было бы рекомендовать довольно простые расчетные формулы для определения сечения шатуна и его подшипников. Но поправки к коэффициентам для конкретных условий работы бывают столь велики, что погрешности превышают расчетные величины. А это пока делает расчеты недостаточными.
Изготовление шатуна
В серийном производстве дюралюминиевые шатуны изготовляют обычно при помощи горячей штамповки.
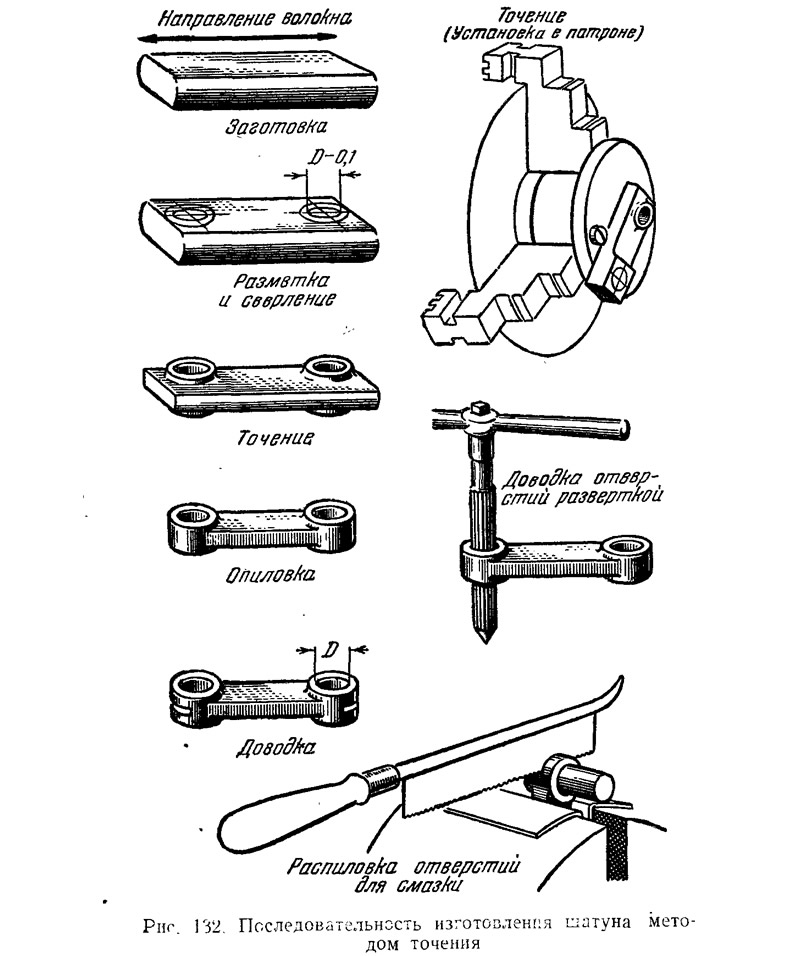
При мелкосерийном и одиночном изготовлении шатуны получают фрезеровкой или точением с последующей слесарной доработкой. Для примера последовательность операций обработки шатуна методом точения показана на рис. 132. В условиях лаборатории и авиамодельного кружка шатун можно изготовить слесарными методами вручную в тисках.
Если конструкцией предусмотрены втулки подшипников, их точат и запрессовывают в головки шатуна, после чего уже разверткой доводят размер отверстия с тем, чтобы была обеспечена широкоходовая посадка шатуна на шейке вала и поршневом пальце.