
Применяются два метода изготовления заготовки картера: фрезерование и литье. Первый метод выгоден тогда, когда делают одиночные изделия. В том случае, когда изготовляют большое количество двигателей, выгодно применять литье. Можно производить отливку в земляную форму. Этот способ наиболее прост, однако он не дает чистой поверхности. Поэтому приходится затрачивать довольно много времени на зачистку отливки.
Отличные результаты получаются при литье по выплавляемым восковым моделям (прецезионное литье). При промышленном (серийном) изготовлении двигателей чаще всего применяют литье в металлические разъемные формы — кокиль. Наилучшие результаты дает литье под давлением или прессование полужидкого сплава в металлических формах.
Технологические возможности часто определяют выбор метода изготовления, а следовательно, влияют на выбор конструкции. Поэтому, прежде чем конструировать, следует всегда задуматься нам тем, как двигатель будет изготавливаться.
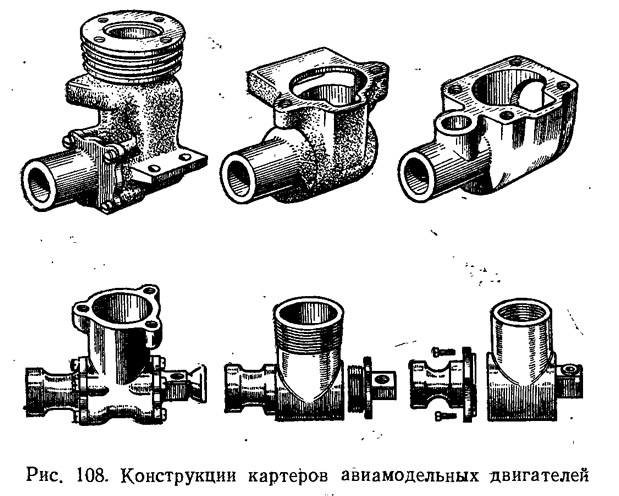
По конструктивным признакам картеры можно разделить на три основные группы: моноблочные, объединяющие рубашку цилиндра с картером (рис. 108); полумоноблочные, у которых картер оканчивается перепускным каналом и выхлопным патрубком; простые, у которых Перепускные каналы и выхлопные патрубки находятся на отъемном цилиндре.
Картеры бывают с отъемными задними и передними крышками, которые крепят на винтах или завинчивают на резьбе. Технологически удобно иметь обе крышки отъемными.
Опыт многих моделистов показал, что крепление крышки на винтах удобнее и проще в эксплуатации, так как, не снимая двигателя с модели, можно легко снять неисправную деталь или просмотреть поршневую группу двигателя.
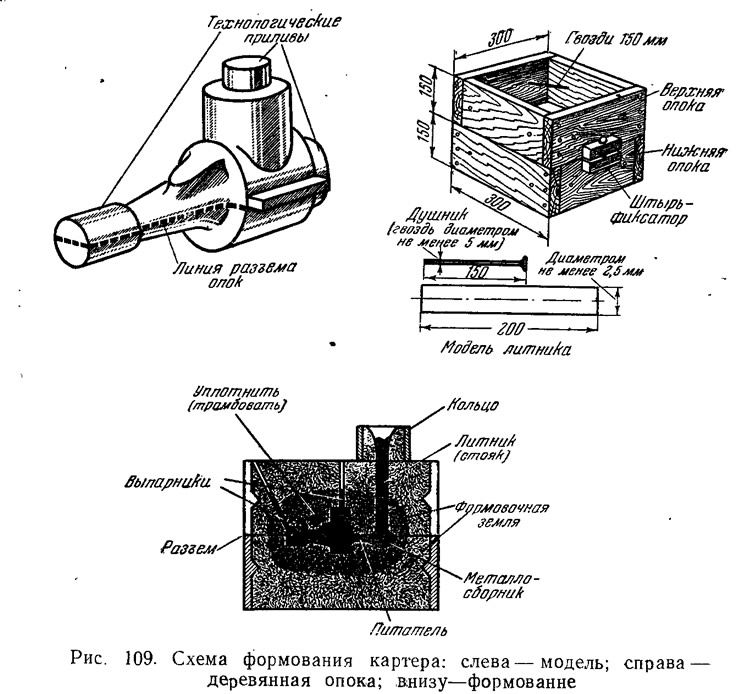
На рис. 109 показан способ формовки и литья картера в земляной форме. Для того чтобы отлить картер, надо изготовить его модель из дерева или пластмассы или иметь аналогичный образец картера. В том случае, если картер вышел из строя и надо отлить заготовку, в качестве модели можно использовать старый картер. При этом надо закрыть заглушками отверстия и прикрепить технологические приливы.
Для отливки делают земляную форму в опоках (формовочных ящиках). Сначала форму делают в нижней опоке до оси симметрии, затем накрывают верхней опокой, припудривают поверхность земли и модели тальком или ликоподием, ставят модели литников (рис. 109), засыпают землю в верхнюю опоку, трамбуют ее и прокалывают выпарниковые отверстия, разнимают опоки, вынимают модель (для облегчения выемки модели по ней легко ударяют два-три раза молотком).
Каналы литниковой системы делают ложкой, выдувают крошки земли и пыль. При помощи мягкой кисти, слегка припудривают поверхность формы ликоподием или тальком, осторожно ставят на место верхнюю опоку.
Формовочным материалом могут служить специальные формовочные земли для цветного литья (их можно достать на литейных заводах). В случае, если их достать нельзя, то в качестве формовочной земли можно использовать супесчаную (или 80% песку и 20% глины) увлажненную почву, просеянную через среднее сито. Наиболее крупные частицы просеянной земли не должны превышать 0,6 мм в диаметре.
Материалом для литья может служить лом алюминиевого литья или дюралюминий. Плавить металл лучше всего в электрическом тигле, но можно и в железном ковше, в электропечи, на горне или на открытом огне. Температура расплавленного металла должна быть в пределах 680—750°. Признаком достаточного нагрева металла может служить появление цветной пленки и начало красного свечения, металла. Перед тем как заливать, металл в форму, надо удалить шлак и пленку с поверхности металла. Лить следует непрерывной струей не тоньше 15 мм до полного заполнения металлом литников и выпарников. После того как отливка остынет, снимают верхнюю опоку, вынимают отливку и проверяют качество литья. В отливке не должно быть раковин, пустот и искажений формы.